



































































Seit der Entstehung der Firma bleibt die Glockengießereitechnologie innerhalb einiger Generationen unserer Familie unverwechselbar.
Um eine Glocke herstellen zu können, muss eine Lehmform mit Hilfe einer speziellen Schablone angefertigt werden. Je nach dem Gewicht, der Größe und Form wird für jede Glocke eine eigene Schablone erstellt.
Die Arbeit an der Glocke beginnt man mit der Vorbereitung des inneren Teiles, des so genannten Kernes, der aus Ziegelsteinen und Lehm aufgemauert wird. Nach der Betrocknung und Beheizung des fertigen Kernes folgt die Anfertigung des nächsten Teiles, die so genannte Falschglocke. Die Falschglocke wird aufgrund der Schablone formiert, indem die verschiedenen Lehmschichten aufgetragen werden.
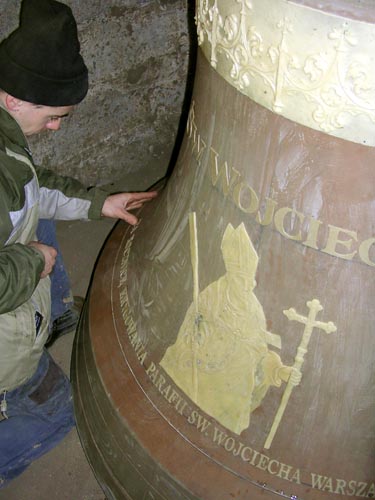
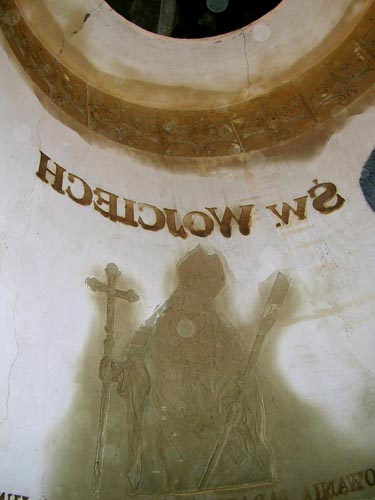
Auf die Falschglocke werden außergewöhnliche Verzierungen und die Inschriften aus Talg aufgesetzt, die charakteristisch für die künftige Glocke sind. Die verzierte Falschglocke wird dann mit dem speziell vorbereiteten Lehm bedeckt, in dem als Negativ die Glockenzier erscheint. Die so vorbereitete Form muss sorgfältig ausgetrocknet werden.
Danach folgt die Formierung des zweiten und dritten Teiles der Glocke, also des Mantels und der Krone. Diese Form sollte mit Draht befestigt werden, um den Druck auszuhalten, der beim Giessen des geschmolzenen Metalls entstehen wird. Um die Form für den Guss vorzubereiten, muss man die Falschglocke aus dem Lehm befreien. Dann wird die äußere Form, der Mantel, mit den Verzierungen und Schriften ausgetrocknet und in die unter dem Schmelzofen ausgegrabene Grube untergebracht.
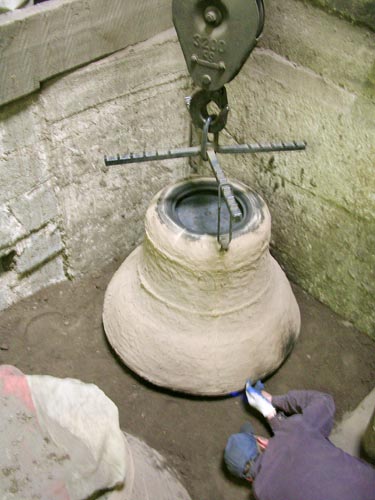
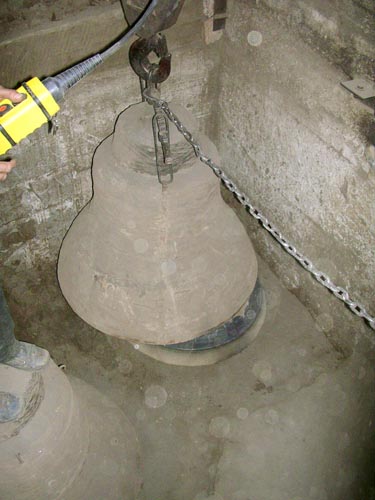
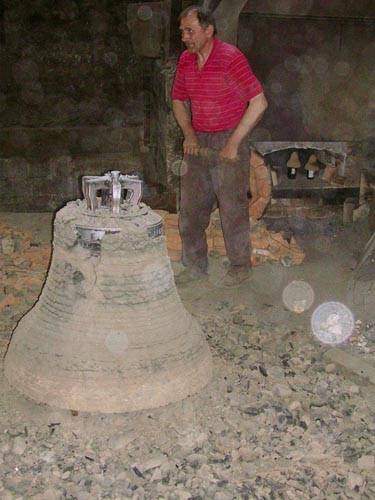
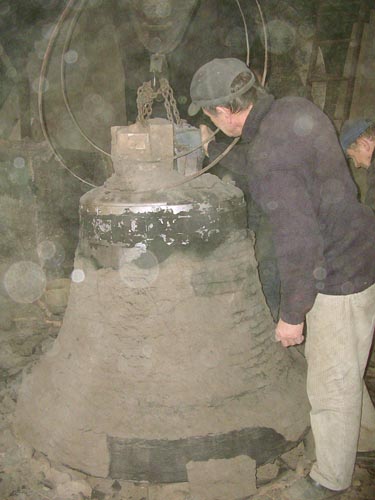
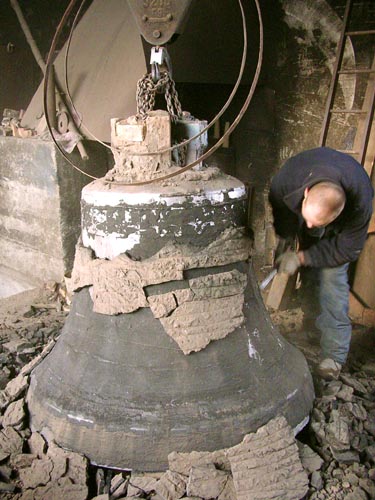
Wenn alle Formen eingegraben worden sind, werden die Kanäle gemauert, durch die geschmolzene Glockenspeise aus dem Ofen fließen wird. Drei Tage später, wenn die Legierung sich ausreichend abgekühlt hat, werden die Glocken aus der Erde ausgegraben. Der Draht wird entfernt und der Lehm abgeschlagen, so dass eine gegossene Glocke erscheint.
Die nächste Phase besteht darin, dass die Glocke von dem Lehm gereinigt, abgeschliffen und endlich poliert und gestrichen wird. Danach muss die Glocke befestigt und der Klöppel aus Eisen geschmiedet werden. Nach der Montage und Befestigung der Klöppel im Innern der Glocke ist ein wunderschöner Hall und Glockenklang zu hören.
Für den Hall, seine Klangfarbe, sowie die Tonart entscheiden die bestimmten Schablonefaktoren (die Dicke, der Querschnitt und der Durchmesser), die dem Gewicht und Durchmesser der Glocke entsprechen, aber auch der Gehalt von der Glockenspeise ist nicht ohne Bedeutung.
Der Zinngehalt beeinflusst den Glockenklang. Je mehr Zinn die Legierung enthält, desto deutlicher und feiner ist die Klangfarbe, aber auch desto härter ist das Glockenmetall. Deswegen gäbe es die Gefahr, dass die Glocke reißen könnte. Der Klang einer Glocke, die im nicht entsprechenden Metall gegossen wurde, ist gedämpft, so dass ein Gefühl entstehen kann, dass die Glocke mit einem Material, beispielsweise mit Schnee, bedeckt ist. Während des Wiegens der Glocke entstehen die Vibrationspunkte, die eine Harmonie der Tief- und Hochtöne auslösen. Dadurch erscheint bei dem Anschlag der Glocke in unseren Ohren der Eindruck des ganzen Akkords.
Bei demselben Durchmesser und Vergrößerung der Dicke, vor allem der Ringdicke, also zugleich durch die Vergrößerung des Glockengewichtes, bekommt man einen höheren Ton. Und umgekehrt: durch Verkleinerung der Dicke und dabei durch Verkleinerung des Gewichtes ist ein niedriger Ton zu hören. Bei demselben Gewicht durch Vergrößerung des Durchmessers entsteht ein niedriger Ton, durch Verkleinerung ein höherer Ton.
 |
[mp3, 818 KB] |
Der Klöppel ist für die Glocke dasselbe wie die Zunge für den Menschen. Deshalb muss man ihm besondere Aufmerksamkeit schenken.
Da der Ton bei dem Anschlag des Klöppels von unten nach oben geht und dadurch der geschlagene Teil stärker vibriert, besonders bei niedriger Glockenmasse, ist das richtige Gewicht des Klöppels sehr wichtig. Das Klöppelgewicht hängt von der Glockengröße ab. Kenntnisse einer richtigen Anpassung gehören deswegen zu den streng gehüteten Geheimnissen der Firma.
Die Hauptvoraussetzungen sind:
- das Klöppelgewicht muss im bestimmten Verhältnis zu dem Glockengewicht bleiben,
- der Klöppel muss auf bestimmte Weise aufgehängt werden,
- der Klöppel sollte eine richtige Form haben.
Der Klöppel wird aus weichem Stahl geschmiedet und sein Gewicht beträgt durchschnittlich 4% der Glockenmasse. Anschlagen wird die Glocke immer im dicksten Teil, d.h. im Schlagring.
Die Beschreibung der Arbeitsschritte, illustriert von Bildern:
| 1. | Der gemauerte Kern von der späteren Glocke. |
| 2. | Arbeit an dem inneren Teil der Form, des so genannten Kerns. |
| 3. | Entstehung der Faschglocke :auf den fertigen Kern wird die erste Lehmschicht aufgetragen. |
| 4. | Das fertige Falschmodell der künftigen Glocke mit Verzierungen und Inschriften - auf Bestellung des Kunden. |
| 5. | Verdeckung der Falschglocke mit Lehm. |
| 6. | Anfertigung des Mantels. |
| 7. | Beheizung der Form. |
| 8. | Abdeckung des oberen Teils, des so genannten Mantels mit Verzierungen, gesehen als Negativ. |
| 9. | Beheizung des Mantels. |
| 10. | Befestigung der Form in der Gussgrube. |
| 11. | Montage der ganzen Form und der Krone in der Gussgrube. |
| 12. | Beheizung und Schmelzung im Ofen. |
| 13. | Guss des Metalls in die eingegrabenen Formen. |

